 Карта сайта
Карта сайта Обратная связь
Обратная связь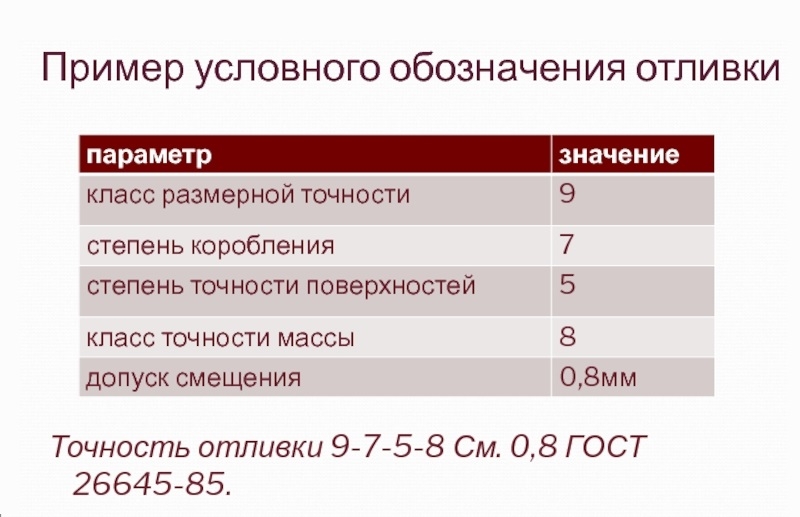
Точность отливки: ГОСТы и их значение для промышленности.
В современном мире точность отливки играет важную роль во многих отраслях промышленности. Для контроля качества и стандартизации процесса производства используются ГОСТы, среди которых ГОСТ Р 53464-2009 и ГОСТ 26645-85. Рассмотрим их подробнее.
ГОСТ Р 53464-2009 устанавливает требования к точности отливки при производстве деталей из черных и цветных металлов. Этот стандарт учитывает множество факторов, включая геометрические размеры, допуски, шероховатость поверхности и другие параметры.
Первая особенность формирования точности размеров состоит в следующем. При проектировании и изготовлении деталей погрешности размеров задаются в соответствии с условиями эксплуатации той или иной поверхности. При механической обработке возможно выполнение различных требований к параметрам точности для каждого размера поверхности применением разных инструментов и станков.
При изготовлении отливки формирование погрешностей для различных поверхностей взаимосвязано, поскольку используется один инструмент – литейная форма. Вследствие этого точность отливки в ТУ на чертежах указывается общей надписью, например:
Точность отливки расшифровка – 9—7—5—8 См. 0,8 мм ГОСТ 26645–85 (изм. № 1, 1989 г.), которая означает: отливка класса точности размеров 9, степень коробления 7, степень точности поверхности 5, класс точности массы 8, допуск смещения 0,8 мм.

Точность отливки в целом характеризуют классом размерной точности отливки, степенью коробления, степенью точности поверхностей, классом точности массы, допуском смещения.
Однако необходимо учитывать, что точность разных размеров отливки, как правило, неодинаковая. У всех отливок, изготовляемых разными способами литья, имеются размеры, пересекающие плоскость разъема модели и формы и выходящие на плоскость разъема.
Класс размерной точности это совокупность допусков линейных размеров отливки, соответствующих одному уровню точности для всех размеров, изменяемых и не изменяемых обработкой. Диапазон номинальных размеров от 0 до 10 000 мм разбит на 19 интервалов, в каждом интервале размеров для каждого класса размерной точности установлен свой допуск.

Степень коробления.
Допуски формы и расположения поверхностей отливок (отклонения от прямолинейности, плоскостности, параллельности, перпендикулярности, заданного профиля) в диаметральном выражении должны соответствовать указанным в таблице.

Степень точности формы и расположения поверхностей отливок.
Допуски неровностей поверхностей отливок должны соответствовать указанным в таблице.

Точность массы отливок. Допуски массы отливок.
Допуски массы отливок должны соответствовать указанным в таблице.

Допуски массы отливок приведены в процентах от номинальной массы отливок.
ПРИПУСКИ НА ОБРАБОТКУ ОТЛИВОК.
Припуски на обработку (на сторону) назначают дифференциально на каждую обрабатываемую поверхность отливки.
Минимальный литейный припуск на обработку поверхности отливки назначают в соответствии с таблице для устранения неровностей и дефектов литой поверхности и уменьшения шероховатости поверхности при отсутствии необходимости в повышении точности размеров, формы и расположения обрабатываемой поверхности.