 Карта сайта
Карта сайта Обратная связь
Обратная связь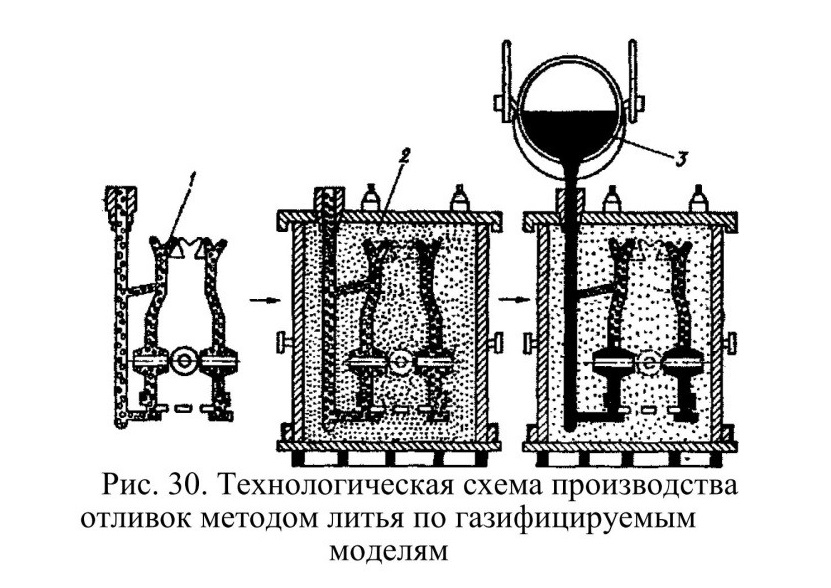
Литье по газифицируемым моделям (метод литья ЛГМ) — технологический процесс получения отливок, использующий пенополистирольную модель, которую газифицируют при заливке. Точность отливки получается как при литье по выплавляемым моделям, а затраты сопоставимы с литьем в песчано-глинистые смеси.
Литье чугуна ЛГМ. Применение.
Литье по газифицируемым моделям преимущества и недостатки.
Методом литья по газифицируемым моделям (ЛГМ) получают отливки практически любой конфигурации, при этом с низкой себестоимостью и энергозатратами. В настоящее время ЛГМ успешно применяется при модернизации и создании новых высокотехнологичных производств России. Технология литья по газифицируемым моделям состоит из следующих этапов:
- изготовление модели из полистирола (путем задувания в пресс–форму или на модельном станке);
- окраска модели противопригарным покрытием (возможна предварительная сборка моделей в блоки путем склеивания или припаивания);
- формовка модели в опоку на вибростоле (в данном методе литья в качестве формовочной смеси применяется песок);
- вакуумирование формы (поверх формы накладывается полиэтиленовая пленка, с помощью вакуумного насоса и системы очистки газов формовочный песок спрессовывается);
- заливка металла в форму (стояки также выполняются из полистирола, расплавленный металл газифицирует полистирольную модель (или блок) и занимает ее место);
- охлаждение отливки;
- чистка полученной отливки.
Основные достоинства метода ЛГМ.
Методика литья ЛГМ на сегодняшний день считается наиболее перспективной. Это один из самых и высокопроизводительных способов литья. Он характеризуется следующими особенностями:
- Высочайшая технологичность. Процесс ЛГМ позволяет изготавливать высококачественную литейную продукцию в самых сложных форм-факторах.
- Универсальность. С одинаковой эффективностью и качественными показателями позволяет осуществлять производство изделий как из черных, так и из цветных металлических сплавов.
- Экологичность. Технология литья по газифицируемым моделям не предусматривает применения вредных и опасных для человеческого здоровья компонентов. К тому же метод ЛГМ не предполагает образования токсичных отходов. Расходным материалом при данной технологии изготовления литых изделий является только пенополистирол, преобразуемый в процессе заливки в углекислый газ, песок же практически не расходуется и после регенерации способен опять выполнять свои функции. Альтернативные же методы (такие как кокильное литье либо по выплавляемым моделям) требуют большего числа сопутствующих компонентов. При производстве данными методами возможно образование токсичных газов, способных нанести ущерб человеческому организму и/либо окружающей среде.
| Отходы | Традиционный метод | ЛГМ технология |
| Пыль, кг | 50 | 16 |
| Окись углерода, кг | 250 | - |
| Окись серы, кг | 1,5-2 | 0,2-0,3 |
| Твердые отходы, кг | 1200-1500 | 0,05 - 0,1 |
| Отработанная вода, м3 | 0,3 - 0,5 | - |
- Малогабаритность производственного оборудования. Технологические линии ЛГМ являются одними из самых компактных в сравнении с альтернативными методами литья.
- Экономичность. Способ литья по газифицируемым моделям позволяет минимизировать трудовые/финансовые затраты на чистовую механообработку. Во-первых, метод ЛГМ позволяет за одну заливочную операцию произвести сразу несколько отдельных изделий. Во-вторых, осуществляется экономия объема расплава, поскольку образуется значительно меньшее число ненужных, технологических элементов, следовательно, уменьшается металлоемкость. В свою очередь это приводит к минимизации механической обработки, доводки литой заготовки до требуемых геометрических параметров. При использовании метода ЛГМ поверхность полученных изделий получается значительно более гладкой, что зачастую является достаточным, поэтому зачастую отсутствует необходимость в шлифовально-полировальных операций.
- Высокое качество продукции. Устаревшая кокильная технология литья подразумевает прямой контакт рабочего расплава со стенками формы, что приводит к значительному снижению ее ресурса, образованию дефектов рабочих поверхностей. Метод ЛГМ позволяет эксплуатировать заливочные пресс-формы на протяжении гораздо большего числа использований, при этом добиваясь практически идеального качества полученной продукции. При соблюдении всех несложных технологических нюансов вероятность образования дефектов отсутствует, все геометрические параметры изделия соблюдаются в течение всего эксплуатационного периода.
Литье по газифицируемым моделям недостатки.
Недостатками литья по газифицируемым моделям можно считать, прежде всего, большое выделение газа при сгорании модели, что при неправильном ведении заливки (заливка должна вестись с определённой скоростью) и при плохой газопроницаемости формовочной смеси ведёт к образованию газовых пор в отливках, уменьшающих их прочность.
Еще одним недостатком пенопластовой модели является потеря точности при уплотнении формовочной смеси из–за податливости пенополистирола. Решить эту проблему можно с помощью электромагнитного поля и замены формовочной смеси железными опилками.
Технологический процесс литья ЛГМ
Изготовление моделей. Материал моделей — полистирол мелких фракций, который задувают в металлические пресс-формы, далее модели помещаю в автоклав, до спекания гранул полистирола.
Склеивание. Сложные модели изготавливают из нескольких частей в пресс-формах с одним разъемом, а затем из них собирают цельную модель при помощи клея или сварки в кондукторе.
Формирование куста и окраска моделей. Модели собирают в один блок при помощи припаивания или склеивания. Блоки красят в один слой противопригарным покрытием, окуная в ванну или же обливают, если они имеют сложную конструкцию.
Сушка. При естественной сушке модель после покраски помещается под вытяжной зонт, где и выдерживается до удаления растворителя. Естественная сушка применяется главным образом при нанесении на модель быстросохнущих покрытий на спиртовом или бензиновом растворители.
Формовка. Формуют модели в специальные опоки на вибростоле постепенно засыпая песком, либо послойно. Этот этап очень важен, т.к. в дальнейшем влияет на качество отливки.
Подача опок за заливочный участок. Заформованные опоки подаются на заливочный участок, где вакуумируются, предварительно наверх формы укладывается полиэтиленовая пленка. Формовочная смесь приобретает необходимую прочность.
Заливка металла. Заливают горячий металл в полистирольные стояки, где он выжигает полистирол, занимая его место. Одновременно происходит откачка воздуха через слой краски в песок.
Охлаждение отливок. Залитые блоки отстаивают в песке от 5 минут до нескольких часов.
Отрезка и очистка деталей. Отливки отрезают от литниковой системы и отправляют на дальнейшую обработку от антипригарного покрытия.

Технологическая схема ЛГМ

Определение литейной усадки отливки
Усадка отливки (изменение объема и линейных размеров) происходит на всех стадиях формирования отливки из жидкого металла. Она оказывает влияние на образование усадочных раковин и пористости, литейных напряжений, горячих и холодных трещин, на размерную и весовую точность отливки, ее герметичность и плотность. Усадочные процессы, протекающие при формировании отливки, определяются химическим составом металла, температурой его перегрева над линией ликвидуса, фазовыми переходами в жидком и твердом состояниях, наличием примесей в металле и скоростью отвода тепла, как при кристаллизации расплава, так и при дальнейшем его охлаждении в форме.
По технологии ЛГМ вы можете заказать на нашем предприятии следующее литье:
Чугунное литье. Номенклатура:
- колеса
- корпуса подшипника
- изложницы
- барабаны
- муфты
- решетка чугунная
- круг чугунный СЧ20
- пластины, вкладыши
- запчасти дробемета
- корпус
- крышка
- чугунное литье по чертежам марки СЧ, ВЧ, ЧХ и др
Стальное литье. Номенклатура: